




英威腾Goodrive35变频器在数控车床上的应用
发布时间:2022-11-01点击量: 1348
摘 要:数控车床又称为CNC车床,即计算机数字控制车床,是目前国内使用量最大,覆盖面最广的一种数控机床,约占数控机床总数的25%。数控车床主要用于加工轴类和回转体零件,能自动完成内外圆柱面、圆弧面、端面、螺纹等工序的切削加工,适合于加工形状复杂、精度要求高的轴类或盘类零件。本文以某公司数控车床主轴电机采用英威腾Goodrive35变频器控制为例,详细讲述数控车床的结构、工艺特性,以及Goodrive35变频器应用在数控车床上的优越性。
关键词:Goodrive35 数控车床 变频器 闭环矢量 主轴定位
1.数控车床简介
数控车床又称为CNC(Computer numerical control)车床,是一种由程序控制的自动化机床。数控车床主要用于加工轴类和回转体零件,能自动完成内外圆柱面、圆弧面、端面、螺纹等工序的切削加工,适合于加工形状复杂、精度要求高的轴类或盘类零件。数控车床主要由主机、数控装置、驱动装置以及辅助装置等几大部分组成。
主机,它是数控车床的主体,包括机床身、立柱、主轴、进给机构等机械部件。数控装置,它是数控车床的核心,包括硬件(印刷电路板、CRT显示器、键盒、纸带阅读机等)以及相应的软件,用于输入数字化的零件程序,并完成输入信息的存储、数据的变换、插补运算以及实现各种控制功能。驱动装置,它是数控车床执行机构的驱动部件,包括主轴驱动单元、进给单元、主轴电机及进给电机等。辅助装置,是指数控车床的一些必要的配套部件,用以保证数控机床的运行,如冷却、排屑、润滑、照明、监测等。
2.现场工况
2.1主轴电机参数
电机类型 | 变频异步电机 | 额定功率 | 2.2KW | 额定转速 | 1430r/min |
额定电压 | 380V | 额定电流 | 6.0A | 额定频率 | 50HZ |
控制方式 | 端子控制 | 频率给定方式 | 模拟量给定(0-10V) | 控制模式 | 闭环矢量控制模式 |
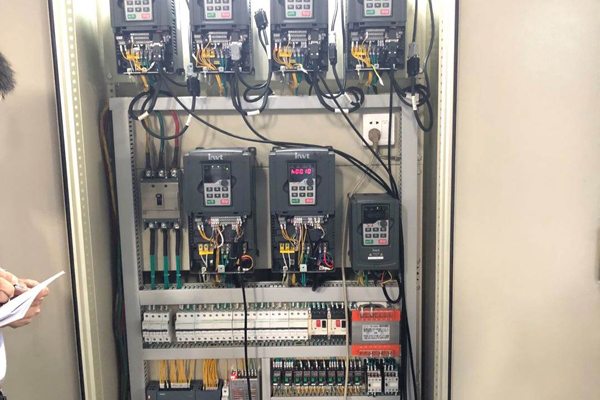
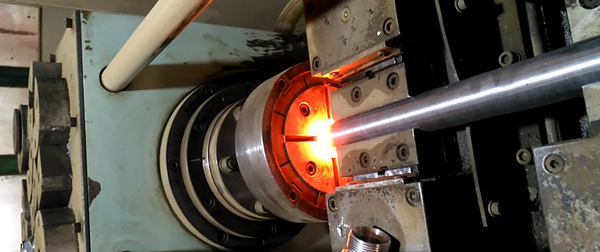
2.2实景图片


图(1)数控车床 图(2)应用在数控车床上的Goodrive35
3.工艺要求及变频器配置
数控车床主轴电机需要变频器在起停时要快且平稳,电机无尖叫声,无明显抖动。转矩响应要快,稳速精度要高;抗干扰能力强,同时维修要方便。电机最大转速要求达到3000r/min,现场速度脉冲编码器安装在车床主轴上面,车床主轴和主轴电机之间通过同步皮带连接,且皮带输入输出带轮直径比值为1:1。同时,车床主轴要求实现定位控制,当一个工件加工好后,车床主轴要回到初始位置,此时,将加工好的工件取下,重新装上一个待加工工件。
针对上述工艺要求,我司特选用高性能闭环矢量主轴定位专用变频器Goodrive35,功率等级为4KW,型号为GD35-004G-4-A1。
4.调试过程及实际效果
4.1 接线图
图(3)CNC数控系统与Goodrive35接线示意图
4.2 调试过程及使用效果
(1)编码器参数及方向设定
CNC数控系统、变频器和速度脉冲编码器之间的连线接好后,然后测试编码器。设置编码器线数P20.01,设置P00.00=2,P00.10=20Hz,运行电机,此时电机旋转为20Hz,观察P18.00的测速值应接近20Hz,如果测速值为负,则表明编码器方向反向了,设置P20.02=1即可,如果测速值偏差较大,则表明P20.01设置错误。观察P18.02 Z脉冲计数值是否波动,如果波动,表明编码器有干扰或者P20.01设置错误,检查接线及屏蔽线是否良好接地。
(2)电机参数自学习
记录电机铭牌参数,然后设置参数P02.00~P02.05。设置P00.00=1,开环矢量运行模式,并设置参数P00.15=1(旋转参数自学习),同时给运行命令,电机会先静止然后再旋转到2/3的额定转速,自学习完成后,自动停机,键盘显示-END-,并且将学习得到的参数保存在P2组电机参数P02.06~P02.10中。
注:进行上述动态自学习时需要把电机轴与机械负载脱开,而进行静态自学习则不需要脱开机械负载。
(3)试运行电机
设置P00.00=3,闭环矢量控制模式,同时设置运行指令通道及频率给定源。调整加减速时间及P3组速度环及电流环PI参数,使之在整个范围内运行平稳。
(4)端子功能设定
参考说明书P5,P6组输入输出端子功能进行端子功能的设定。注:Goodrive35说明文档由Goodrive300产品说明书和Goodrive35附加说明书共同组成。
车床主轴加工工件时,转速要求设定为850r/min,采用闭环矢量控制模式,转速波动小,稳速精度高。电机无异常噪音,无明显抖动。当一个工件加工完成后,切换到定位模式,主轴可以精准地回到最始位置。Goodrive35主轴定位专用变频器在数控车床上的应用,完全可以满足客户需求。
4.3 变频器典型参数设置
序号 | 功能代码 | 名称 | 设定值 | 说明 |
1 | P00.00 | 速度控制模式 | 3 | 闭环矢量模式 |
2 | P00.01 | 运行指令通道 | 1 | 端子运行通道 |
3 | P00.03 | 最大输出频率 | 100HZ | |
4 | P00.04 | 运行频率上限 | 100HZ | |
5 | P00.06 | A频率指令选择 | 1 | 模拟量AI1 |
6 | P00.11 | 加速时间1 | 1S | |
7 | P00.12 | 减速时间1 | 2S | |
8 | P01.13 | 正反转死区时间 | 1S | |
9 | P05.01 | S1端子功能选择 | 1 | 正转运行 |
10 | P05.02 | S2端子功能选择 | 2 | 反转运行 |
11 | P05.03 | S3端子功能选择 | 45 | 主轴回零 |
12 | P06.04 | 继电器RO2输出选择 | 5 | 变频器故障 |
13 | P22.00 | 主轴定位模式选择 | 41 | 主轴定位使能;脉冲有效 |
14 | P22.01 | 主轴准停速度 | 5HZ | |
15 | P20.02 | 编码器方向 | 0或1 | 调整编码器方向 |
16 | P22.03 | 主轴零点位置 | 0~4096 | 调整零点位置 |
5.结论
之前,数控车床主轴定位功能是由伺服驱动器来完成。采用英威腾主轴定位专用变频器Goodrive35替代伺服驱动器后,性能优良,具有伺服驱动器主轴定位控制的同样效果,并能大大降低数控车床的成本。
相关案例
英威腾Goodrive35变频器及伺服电机在高速薄膜龙门分切机上的应用
汕头市某机械厂,客户在原机器的基础上进行了机械方面的优化,英威腾为其提供了英威腾Goodrive35-07+ Goodrive35变频器+伺服电机的方案。本方案省去了昂贵的高端通信,只用免费的485通信就可以满足本系统的可靠运行,运行中通信掉线也不会影响系统的运行,控制系统稳定性高。
英威腾Goodrive35变频器在摩擦焊机上的应用
摩擦焊机是最近几年兴起的焊接方式,具有焊接固态焊接、广泛的工艺适应性、焊接过程可靠性高、焊件尺寸精度较高、高效、低耗等优点,现在广泛使用于液压管件加工企业。英威腾针对自动摩擦焊机特性,专门在Goodrive35系列变频器的基础上开发出一款摩擦焊专机,已经成功应用于河北某液压管件加工企业,该企业主要是加工∮42、∮38、∮22、这三种液压管道。
